
















Máy ép Plastic và cán màng
Giá: 1.800.000 vnđ khổ A3
khổ A2 Liên hệ
- Đặt hàng qua shopee: https://shopee.vn/M%C3%81Y-%C3%89P-PLASTIC-V%C3%80-C%C3%81N-M%C3%80NG(-KH%E1%BB%94-A3)CH%C6%AFA-BAO-G%E1%BB%92M-CU%E1%BB%98N-M%C3%80NG-i.153144397.7256132854
Máy ép Plastic và cán màng:
Khổ 38cm, độ dày 1cm, cán 2 mặt
Nhiệt độ ép : nóng từ 80 độ ~ 180 độ hoặc ép lạnh ( hot/cold ) 4 trục ép, trục ép 26.
Độ ép Film ép: Max.200 mic./ LM 3300E: 250 mic
Tốc độ ép : 450mm/phút, LM 3300E: 550
Thời gian khởi động: 5 phút, vận hành cực êm.
A2 khổ ép ngang 40cm.
Chế độ bảo hành
- Bảo hành 3 tháng cho máy, các chi tiết hao mòn không BH.
- Training in và hướng dẩn sử dụng máy cho khách hàng ban đầu ,
- hổ trợ online thông qua dt , zalo video khi máy gặp sự cố trong giờ hành chánh
HƯỚNG DẪN SỬ DỤNG MÁY CÁN MÀNG

Đồng hồ đo nhiệt
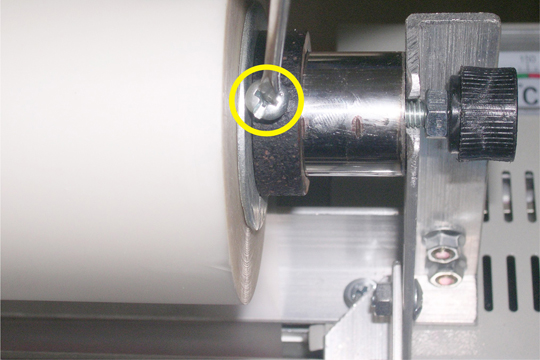
I. Đối với một cuộn màng
- Đầu tiên gắn cuộn màng vào, sau đó dung tu vít siết chặt lại như hình dưới đây.
- Chỉnh nhiệt độ 140 độ C, khi đèn xanh sang thì nhiệt độ đã đủ.
- Kéo màng xuống đưa giấy cần cán màng vào là cho ra sản phẩm như hình dưới đây.

II. Đối với hai cuộn màng
- Ta gắn thêm cuộn màng thứ 2 vào, dùng tu vít siết chặt lại,
sau đó kiểmt tra xem đã thẳng hàng với cuộn màng phía trên chưa nếu chưa thẳng thì ta cân chỉnh lại cho thẳng hàng.
2 cuộn màng chưa thẳng hàng
Cân chỉnh lại cho 2 cuộn màng thẳng hàng
- Chỉnh nhiệt độ 170 độ C, đèn xanh sáng lên thì nhiệt độ đã đủ
- Sau khi gắn 2 cuộn màng và cân chỉnh máy xong bật công tắc nguồn
- Khi cán để màng phía dưới đè lên trên.
- Đưa giấy cần cán màng vào là ra sản phẩm

Hướng dẫn vận hành máy cán màng nhiệt bán tự động
HƯỚNG DẪN VẬN HÀNH
| Stt | Công đọan | Thao tác | Yếu tố kiểm sóat |
| I..1. CHUẨN BỊ BAN ĐẦU | |||
| 01 |
Chuẩn bị vật tư |
1.Màng. 2.Trang bị các vật tư phụ. |
1.Đúng loại theo yêu cầu sản phẩm. 2.Đúng loại, khổ và số lượng. 3.Giẻ lau, giấy sắc, băng keo. |
| 02 |
Chuyển thành phẩm in |
Dùng xe nâng chuyển hàng vào khu vực lên giấy. |
Đúng loại, vị trí và số lượng yêu cầu. |
| 03 |
Vệ sinh |
1.Dùng giẻ lau sạch các hệ thống lô nhiệt inox, lô cao su. 2.vệ sinh bàn lên giấy. |
1.Bề mặt lô không còn bám bụi, nhẵn. Lô cao su sạch sẽ. |
| I.2. HIỆU CHỈNH MÁY | |||
| 01 | Lắp cuộn màng |
1.Lắp cuộn màng vào trục 2. Luồn màng qua các lô ép. |
1. Cuộn màng cố định trên trục, đúng vị trí, canh chỉnh vị trí phù hợp với tay kê hông, cố định cuộn màng. 2.Luồn màng qua các lô, màng nằm trên bề mặt sản phẩm và đúng với vị trí sản phẩm cần cán màng. |
| 02 |
Canh chỉnh máy |
1. Điều chỉnh nhiệt độ lô inox 2. Điều chỉnh các con lăn, tay kê |
1. Nhiệt độ cán từ 80-120˚C, thay đổi phù hợp với vận tốc của máy, đảm bảo sản phẩm đạt chất lượng. 2. Giấy ra thẳng, không bị méo 1 bên, ra đều theo từng nhịp, không bị ngắt quãng và không có khoảng hở giữa 2 tờ liên tiếp. |
| 03 |
Cán thử và kiểm tra |
Cán thử 5 tờ sau đó dừng máy kiểm tra: 1. Màng 2. Độ bóng |
1. Màng không phủ lên vị trí chừa tai dán, màng không bị nhăn. 2. Độ bóng đạt yêu cầu so với mẫu. |
| I.3. CÁN SẢN LƯỢNG | |||
| 01 | Chạy máy |
1.Sản phẩm đưa vào máy liên tục . 4. Công nhân phụ máy xé sản phẩm ở sau lô ép. |
1. Tay kê hông kéo sát, độ hở giữa 2 tờ liên tiếp không quá 2mm. 2. Kiểm tra sản phẩm, tránh bị nhăn màng, đứt màng… |
CÁC SỰ CỐ THƯỜNG GẶP – CÁCH KHẮC PHỤC
| STT | Hiện tượng | Nguyên Nhân | Xử lý sự cố |
| 01 |
Khi chạy bị đứt màng |
Màng bị căng | Nhấn nút nhả ép in 2 lô ép, nhấp nút “Inch” chạy chậm để luồn lại màng sau đó ép in và tăng tốc. |
| Nhiệt quá cao |
Điều chỉnh nhiệt độ cho phù hợp. |
||
| 2 |
Nhăn giấy |
Lực ép giữa 2 lô quá lớn. |
Xả áp lực cho phù hợp, áp lực từ 11Mpa – 13Mpa |
| Giấy bị ẩm |
- Thay đổi chiều cán. - Nếu không được, sấy khô lại giấy. |
||
| 3 |
Giấy xuống xéo, không thẳng. |
Tay kê hông không chuẩn |
Nới ốc điều chỉnh lại. |
| 4 | Màng bị nhăn |
Nhiệt cao |
Điều chỉnh lại nhiệt độ |
|
Lô cao su không song song với trục cán |
Điều chỉnh lại lô cao su. |
Sản phẩm cùng loại





